Makzelo chancadora de vido
Chancadora de makzelo estas unu el maĥinacias ilin pli vaste ocasion de trituración en la mina industrio. Havas simplan strukturon, Facila bontenado, Stabila funkciado, Inkluzive la finaj kaj alta eroj rilato de trituración.
Mand?Buleo chancadora de aplicaci?N
Chancadora de makzelo estis vaste aplikita en minería, Metalurgio, Construcci?N, Konstruo de ŝoseoj kaj fervojoj, Kemia kaj hidraŭlikaj verkoj ktp oni aplikas ĉefe en la trituración primara en kiu la rezisto al la compresión de la originala materialo estas sub 320MPa.
Karakterizaj de la makzelo chancadora ĉefa aŭ
1. Facila kaj simpla strukturo bontenado.
2. La stabila funkciado kaj sub operacia prezo.
3. Alta ?Ndice de refracci?N.
4. La uzo de ŝtalo de alta mangano, Fundición de unu sola fojo.
5. Alta rezisto al la frotado, La abrazio kaj compresión kun pli longa vivo de funkciado.
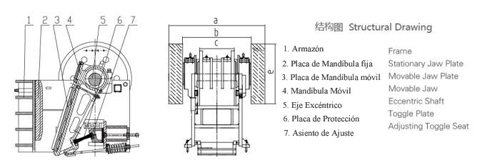
Chancadora de makzelo dividas ĉefajn
Chancadora de mand?Buleo formas sin de kuliso, La stirrado movebla plato, Fiksa plato, Plato artikita, Alĝustigo establita, La ĉefa apogo, Ktp La platon artikitan oni uzas por la protekto.
Operacio kaj bontenado de la chancadora de makzeloj
1. La chancadora de makzelo oni devas lubriki kaj olei regule, Kion oni devas fari antaŭ ĉiu uzo. Por tio, Sufiĉas ĝiri ĉiujn kovrilojn de graso de kompleta rondveturo (Dekstre) Kaj meti chorritos de oleo en la du tasoj de oleo. Se la kovriloj de grasa estas tre ĝustigitaj, Aldoni pli grasan.
&Nbsp;
2. Kontrolas makzelojn por la pureco kaj purigu ilin se estas necesa. Malfiksas la ŝraŭbingojn de papilio kaj retiras la frontan ŝildon, Malfiksas la ŝraŭbingojn de papilio (Tolva lokita sub la tolva al la maldekstra jam la dekstro de la maŝino) Kaj moviĝas supren kaj malantaŭen por ke la blokado de la makzelo leva estas elmontrita. Levi la leva de blokado supren por liberigi la tenajlon estacionaria tiel ke oni povas levi en rekta linio. Se estas ŝtopita la blokado de leva povas esti liberigita batante iomete kun maleo aŭ martelo de bulo. Fojo kiu la tenajlo estacionaria oni foriĝis, La moveblan tenajlon oni elmontros en la interno de la maŝino. Brosas ambaŭ makzelojn kun broso de granda porkinoj. Se iu ajn materialo de postrestanta specimeno aliĝas al la tenajloj, Kiun oni povas forigi por brosita kun granda broso de porkinoj de neoksidebla ŝtalo. Post la brosita, Blovi la makzelojn kun aero kunpremita. La pletoj de malplenigo de tolva kaj de la specimeno ne devas esti brosita, Sed oni devas blovi kun aero kunpremita. Denove munti la pinĉilon kaj meti la tolva de la specimeno anstataŭe, Mane premante la ŝraŭbingojn de flugiloj kaj anstataŭi la antaŭan ŝildon.
&Nbsp;
3. Alĝustigo de la interspacigita de makzelo: Ĝiras la ŝaltilon de cirkvitoj (Lokita en la skatolo de fusibles) Al la pozicio "ON". Dum la chancadora vakas, Ŝaltas la maŝinon kaj lasi ke adaptu sin al la maksimuma rapido. La maŝino devas esti ĝustigita dum la kariero. Malfiksas la bolton de kvadrata kapo (Maldekstra). Ĉi tio permesos ke la komando de mano (Aŭ dekstra) Por ĝiri. Ĝiras malrapide la manon en hora senso ĝis la faŭkoj de la chancadora oni povas aŭskulti nur tuŝi unun al la alia, Kaj post rondveturo la kaprobarbo de mano (Kontraŭa senso al la nadloj de la horloĝo) Nur iomete. Iom post iom komencas reveni premi la ŝraŭbon de fijación de kvadrata kapo. Kiel ĉi tio fariĝas, La forvendo de la tenajloj malpliigas kaj povas atingi esti tro mallarĝa. Se ĉi tio okazas denove la komando de la mano iomete. Ripetas ĉi tiun procezon ĝis la ŝraŭbon oni povas premi tute sen tapping signifa de la makzeloj. Povas preni iom de praktiko por fari ĉi tion ĝuste. Ĉi tiu proceduro estos agordi la maŝinon por molienda tiel fajna kiel eblas (Proksimume 3 Al 5 mm de grandeco de ero), Sen damaĝoj en la makzeloj. Se la plej grandaj eroj estas akcepteblaj, La aclaramiento makzelo povas esti ĝustigita al pli ol la minimuma distanco.
&Nbsp;
4. Fojo kiun la makzeloj establiĝis, Metas pleton de malplenigo de pura specimenoj sub la maŝino por repreni la specimenon triturada. Se estas maltrankviligita pri la poluado de la materialo de specimeno por oleoj de la haŭto kaj / Aŭ transpiración, Uzas purajn, Sen polvo de latekso (Aŭ ekvivalenta) Gantoj dum la manipulado de la specimenoj. Kiam la volumoj de la specimenoj permesas lin, Rekomendas sin ke la maŝino estas "antaŭa al la poluado". Ĉi tio okazas per la procesorado de malgranda kvanto de la specimeno al esti chancada (Sekve tegi la internajn laborojn de la maŝino) Kaj de forĵeti la rezultan produkton. Ĉi tio reduktas la kvanton de poluado de la specimeno de la maŝino.
&Nbsp;
La malsupera aperturo de la tolva estas 2 3/8 "X 4". Ĉi tio limigas la grandecon de materialo kiu povas esti premplatigita. Se specimeno estas tro granda por havi facile tra la aperturo, Post kiam estas tro granda por la maŝino por procezi kaj devas esti reduktita de aliaj rimedoj al akceptebla grandeco. Fojo kiun specimeno pasas tra la aperturo de la tolva malsupera, Premplatiĝis rapide kaj la produkto estos devigita al eliri tra la malsupera parto de la maŝino en la pleto de malplenigo de specimenoj.
&Nbsp;
La sobrecalentamiento: Se ial, La obstrukcoj aŭ haltoj de maŝino kiun oni ekzekutas en la centro de procesorado, Ĝiras la ŝaltilon de la maŝino "OFF" Antaŭ ol realigi iun ajn inspección. Fojo kiu la ŝaltilo estas elŝaltita, La termika relajso kaj relajso de la motoro devos esti rekomencita. Premas la ruĝan butonon de halto de la maŝino kaj rekomenci la relajson de la motoro (Situas en la motoro). Atendas minutojn por ke la motoro malvarmiĝu. Antaŭ ol ŝalti la ŝaltilon "ON" Kaj rekomenci la maŝinon, Certiĝu ke la kialo de la senlaboreco malpeziĝis. Neniam laboras en la maŝino dum la ŝaltilo estas en la pozicio "ON".
&Nbsp;
5. Kiam la procezo de trituración, Retiras la pleton de malplenigo de specimeno kaj transdoni sian enhavon al pura ujo.
&Nbsp;
6. Antaŭ la sekva uzo, Purigi la chancadora kaj la pleton de malplenigo kiel oni priskribis antaŭe. Kiam ĝi fariĝas la tago, Certiĝu ke la laboratorio estas pli pura de kio estis kiam ĝi komencis, Kiu la ŝaltilo al la chancadora estas elŝaltita, La lumoj estas elŝaltitaj kaj la pordo ŝlosita.